



Штампованные изоляционные прокладки
Когда говорят про штампованные изоляционные прокладки, многие сразу представляют себе просто кусочки картона, вырезанные по форме. Но на практике разница между ?просто вырезанными? и правильно спроектированными штампованными изделиями — это как между ночной и дневной сменой на производстве. Частая ошибка — считать, что главное здесь материал, а геометрия и кромка — дело второстепенное. Сразу скажу, это не так. Прокладка работает в узле, под давлением, при вибрации, часто в масле. Неправильный радиус или заусенец на краю может стать точкой начала пробоя. Сам через это проходил.
Материал — это только полдела
Конечно, основа — это электротехнический картон. Мы, например, долго сотрудничаем с ООО Шаоян Хунчэн Изоляционный Картон (их сайт — https://www.syshongcheng.ru). Они как раз специализируются на производстве электротехнического изоляционного картона и формовых изделий. Важно не просто купить картон, а понимать его плотность, пропитку, зольность. Для разных применений — трансформаторы, электродвигатели, высоковольтная аппаратура — нужны разные марки. Их картон, в частности, часто идёт в заготовку. Но вот что ключевое: даже идеальный лист можно испортить неправильной штамповкой.
Помню случай на одном из наших старых производств. Заказали партию прокладок для силовых трансформаторов. Картон был отличный, с высокими диэлектрическими показателями. Но штамповочный инструмент был уже изношен, не давал чёткого реза. В итоге на кромках образовался микроворс, невидимый глазу. При сборке и последующих термоциклах этот ворс начал отслаиваться, создавая проводящие частицы в масле. Результат — несколько возвратов по гарантии из-за падения сопротивления изоляции. Разбирались долго, пока не посмотрели под микроскопом на кромку. Вывод: материал от Шаоян Хунчэн — это надёжная база, но технология штамповки определяет, раскроется ли потенциал этого материала полностью.
Ещё один нюанс — влажность. Картон гигроскопичен. Привезли палету, распаковали в цеху, а там сквозняк или температура скачет. Размеры заготовки могут ?поплыть? буквально за смену. Потом эти заготовки идут под пресс, и геометрия готовой штампованной изоляционной прокладки уходит от допусков. Приходится выдерживать материал в цеховых условиях не менее суток перед обработкой. Мелочь? Нет, обязательный пункт в ТП, который часто игнорируют в погоне за скоростью.
Инструмент и допуски: где кроется себестоимость
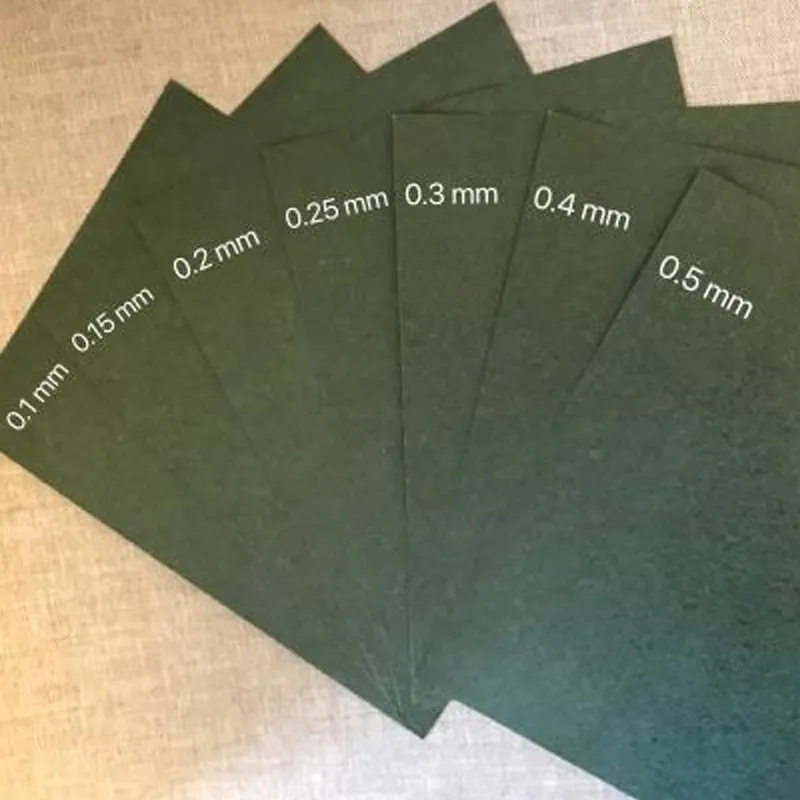
Штамповка — это не вырубка печенья. Инструмент, особенно для сложных контуров с внутренними отверстиями и пазами, — это основная статья затрат при запуске нового изделия. Часто заказчик приносит чертёж с жёсткими допусками, скажем, ±0.1 мм по контуру. Технически, на современном оборудовании с ЧПУ это выполнимо. Но вопрос — а нужно ли это для функции прокладки? Иногда такое требование просто переписывают с чертежа металлической детали, не задумываясь.
В реальности, для большинства применений в электромашиностроении достаточно ±0.3-0.5 мм. Более жёсткий допуск взвинчивает цену инструмента и требует частой его переточки. Объясняешь это клиенту — иногда понимают, иногда нет. Упёртые настаивают на своём, платят втридорога, а потом удивляются, почему прокладка от китайского производителя в три раза дешевле. Да потому что там допуск ±0.5, и для изоляционной функции этого хватает с головой! Нужно всегда смотреть на узел в сборе: как прокладка прижимается, есть ли юбки или посадочные буртики.
А вот где допуск критичен, так это на внутренних отверстиях под шпильки или крепёж. Здесь зазор должен быть минимальным, чтобы исключить копильный эффект и возможный перекос. И здесь как раз преимущество штамповки перед лазерной резкой. Лазер оставляет скошенную кромку и, что хуже, может поджечь край, создавая локальную зону с пониженной стойкостью. Штамповка, если инструмент острый, даёт чистый вертикальный срез. Для ответственных применений, где прокладка работает в масляной среде под высоким полем, это принципиально. Мы для таких задач всегда используем многоступенчатый процесс: предварительная вырубка, затем чистовая калибровка.
Пропитки и покрытия: не для красоты
Голая прокладка из электротехнического картона — это только заготовка для многих применений. Часто её нужно пропитывать лаками или наносить покрытия. И вот здесь есть тонкость. Если прокладка будет пропитываться уже после штамповки, то нужно учитывать усадку и коробление материала. Мы как-то сделали большую партию сложных форм, отправили на пропитку к партнёрам. Вернулись они… другими. Покоробились, некоторые размеры вышли из допусков. Пришлось переделывать.
Теперь, если в ТЗ указана последующая пропитка, мы сначала тестируем: штампуем пробную партию, отправляем на пропитку по тому же техпроцессу, что будет у заказчика, и затем замеряем. Иногда приходится вносить поправки в размеры исходной заготовки. Это долго, но необходимо. Кстати, ООО Шаоян Хунчэн как производитель базового материала часто предоставляет данные по поведению своего картона при пропитке разными составами. Это очень помогает на этапе проектирования техпроцесса.
Ещё момент — склейка. Иногда нужно сделать прокладку переменной толщины, склеивая несколько слоёв. Штамповать каждый слой по отдельности, а потом клеить — дорого. Делать монолитную заготовку нужной толщины и штамповать — может быть проблема с расслоением по кромке. Оптимальный путь часто — штамповать отдельные слои из более тонкого картона, а склеивать их уже в пресс-форме под давлением. Это даёт ровную кромку и монолитность. Но опять же, нужно подбирать клей, совместимый с рабочей средой (масло, эпоксидка, воздух).
Логистика и упаковка — последний рубеж
Казалось бы, сделали качественные штампованные изоляционные прокладки, отгрузили. А клиент жалуется: получили коробку, внутри всё перемешано, часть деталей сломана. Упаковка — это не проформа. Эти изделия, особенно тонкие и с ?лепестками?, легко ломаются при транспортировке. Мы перепробовали многое: картонные перегородки, пенопластовые вкладыши, стретч-плёнку.
Самый удачный вариант для средних партий — это плотные картонные пачки, где детали переложены слоями крафт-бумаги, и вся пачка стянута в плёнку. Для мелких, хрупких прокладок иногда приходится использовать индивидуальные ячейки из вспененного полиэтилена. Да, это удорожает себестоимость, но сохраняет репутацию. Потому что клиент, открывая коробку, первым делом видит не идеальную геометрию детали, а её целостность. Сломанная прокладка для него — брак, и неважно, что сломалась она в пути из-за удара.
И ещё про логистику от поставщика. Когда работаешь с сырьём от компании типа ООО Шаоян Хунчэн Изоляционный Картон, важно выстроить график поставок так, чтобы запас картона на складе был минимальным, но и не было простоев. Картон боится длительного хранения в неподходящих условиях. Поэтому мы перешли на систему небольших, но регулярных поставок под конкретные производственные планы. Их сайт (https://www.syshongcheng.ru) удобен для оперативного уточнения наличия марок и оформления заявок, что ускоряет процесс.
Вместо заключения: мысль вслух
Работа с штампованными изоляционными прокладками — это постоянный баланс между теорией изоляции и практикой механообработки. Нельзя быть только ?электриком? или только ?штамповщиком?. Нужно понимать, как поведёт себя эта деталь в реальном узле, через пять лет работы, при перегрузках.
Сейчас много говорят о новых композитных материалах, о 3D-печати изоляционных деталей. Возможно, для штучных, сверхсложных изделий это будущее. Но для массового выпуска в энергомашиностроении, для тысяч трансформаторов и двигателей — штамповка из проверенного электротехнического картона, будь то от отечественного производителя или от надёжного поставщика вроде Шаоян Хунчэн, ещё долго будет основным методом. Главное — не относиться к этому как к простой операции, а видеть все звенья цепочки: от свойств листа на складе до упакованной коробки на погрузке. Каждое звено может стать слабым. И опыт как раз в том, чтобы знать, где и что проверить в десятый раз, даже когда всё, кажется, уже отлажено.
Иногда смотрю на чертёж новой прокладки и сразу вижу потенциально слабое место — узкий перешеек между отверстиями, острый внутренний угол. Раньше просто делал ?как нарисовано?. Теперь всегда звоню конструктору, спрашиваю: ?А тут можно радиус увеличить? А этот лепесток точно будет работать??. Часто благодаря этому диалогу удаётся избежать проблем на этапе испытаний. Это и есть та самая ?практика?, которая не пишется в учебниках, но которая определяет качество конечного продукта.
Соответствующая продукция
Соответствующая продукция