



Толстый изоляционный картон
Когда говорят 'толстый изоляционный картон', многие представляют просто плотный лист. На деле же — это целый класс материалов, где толщина от 1 мм и выше — лишь отправная точка. Главное — что внутри этой толщины: структура волокна, пропитка, калибровка по плотности. Частая ошибка — гнаться за максимальной толщиной, забывая про диэлектрическую прочность и механические свойства на изгиб. Вспоминается случай, когда на одном из старых подстанций пытались заменить штатный картон на более толстый 'аналог' — вроде бы всё подошло, но через полгода в местах креплений появились расслоения. Оказалось, материал был просто спрессован без должной обработки волокна. Вот об этих нюансах и хочется размыпслить.
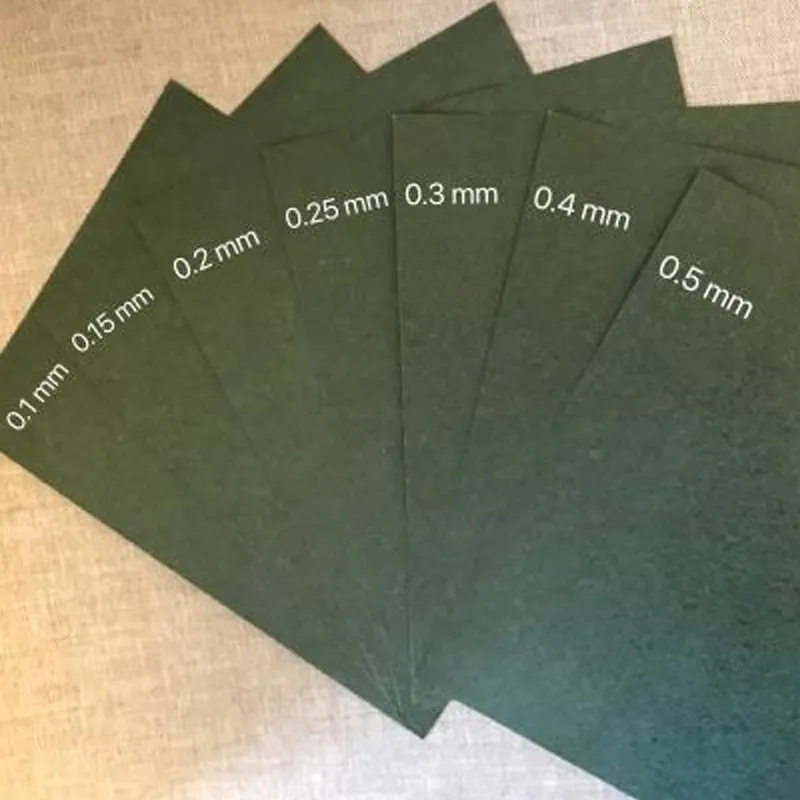
Что скрывается за цифрами толщины
Цифра в миллиметрах на бирке — это ещё не всё. Беру, к примеру, продукцию ООО Шаоян Хунчэн Изоляционный Картон. У них в линейке есть позиции на 1.5, 2, 3 мм. Но если взять два листа разной партий одинаковой толщины, они могут вести себя по-разному при штамповке. Почему? Всё дело в калибровке по массе на квадратный метр и в степени гидратации волокна. Тот, что потяжелее при той же толщине, часто обладает лучшей стабильностью размеров при перепадах влажности — это критично для ответственных изоляционных узлов в трансформаторах или крупных электромашинах.
Сама толщина достигается не за счёт грубого навала массы, а послойной формовкой. Это важно для избежания внутренних напряжений. Помню, как на одном производстве пытались сэкономить, используя более дешёвый картон, который по факту был просто склеен из нескольких тонких слоёв. В условиях вибрации такая 'сэндвич'-конструкция начала расходиться по швам, что привело к пробою. После этого стали внимательнее изучать сертификаты, где указан именно метод формования — многослойное осаждение из массы.
Ещё один практический момент — обработка кромок. Толстый картон при резке, особенно если он пропитанный, может 'заминаться' или крошиться. Здесь важна острота ножей и скорость. На сайте syshongcheng.ru в технических заметках как раз упоминается, что для их материалов рекомендуются определённые режимы резки — это не просто реклама, а вывод из накопленных инцидентов. Когда режешь 'на глаз', можно получить фаску с внутренними микротрещинами, которые потом станут очагом частичных разрядов.
Пропитки и их 'неочевидные' последствия
Чистая целлюлоза — хороший изолятор, но в реальных условиях её почти всегда пропитывают. Чаще всего речь о маслостойких составах или лаках. Но вот что редко обсуждают в открытую: как поведёт себя конкретная пропитка в комбинации с конкретным толстым изоляционным картоном? Универсальных решений нет. Материал от Хунчэн, например, имеет базовую пропитку, которая хорошо сочетается с трансформаторным маслом. Но был опыт, когда заказчик решил дополнительно пропитать картон своим лаком для 'уверенности'. Результат — после сушки материал покоробился, потому что коэффициенты теплового расширения основы и лака не совпали.
Пропитка сильно влияет на гибкость. Сухой толстый картон гнётся с трудом, может сломаться. Пропитанный — становится пластичнее, но здесь есть тонкая грань: перебор с пропиткой приводит к 'выпотеванию' состава при нагреве, что загрязняет соседние элементы. В моторостроении это особенно критично. Поэтому в спецификациях всегда нужно смотреть не просто 'промасленный картон', а тип пропитки и её массовую долю. Иногда лучше использовать непропитанный картон, а потом пропитать уже готовый узел в составе всей изоляционной системы — так рисков меньше.
Запах. Да, это тоже практическая деталь. Некоторые пропитки, особенно на основе фенольных смол, дают стойкий запах, который может быть неприемлем в закрытых электрощитах жилых зданий. При выборе материала для таких проектов приходится запрашивать образцы и проводить 'органолептический' тест после термоциклирования. Казалось бы, мелочь, но из-за таких мелочей случаются возвраты партий.
Геометрия и формовка: где теория расходится с цехом
В каталогах всё ровно и красиво: листы, плиты, шайбы. В реальности толстый изоляционный картон — материал, склонный к некоторой 'памяти формы'. Если его хранили в рулоне (да, бывает и такая поставка для толщин до 2 мм), то развернутый лист может сохранять остаточную кривизну. Это проблема при автоматической раскройке. Приходится либо вылёживать материал в расправленном виде под грузом, либо сразу заказывать в листах с жёсткой упаковкой. Компания, упомянутая выше, как раз делает акцент на поставке в паллетах с жёсткой подложкой — для толстых калибров это не маркетинг, а необходимость.
Формовка сложных деталей — отдельная история. Гнуть толстый картон по малому радиусу — почти невозможно без предварительного увлажнения или нагрева. Но здесь таится ловушка: после формовки материал должен высохнуть/остыть, сохранив новую форму, без потери изоляционных свойств. На одном из проектов по ремонту тягового двигателя пытались гнуть картон 3 мм над паром. Получилось, но после сушки в местах изгиба резко упало сопротивление. Причина — локальное разрушение волокон. В итоге для таких задач перешли на наборные конструкции из нескольких тонких гибких слоёв, склеенных уже по месту.
Ещё один аспект — усадка. Даже качественный картон может дать усадку до 0.5% по линейным размерам после первого цикла нагрева в оборудовании. Поэтому опытные монтажники при раскрое оставляют небольшой припуск, особенно на крупные прокладки. Это знание приходит только с практикой, в ГОСТах такого не напишут. На форумах специалистов иногда мелькают советы по 'предварительному прокаливанию' заготовок перед чистовой обработкой — спорный метод, но для ответственных применений его иногда используют.
Контроль качества: на что смотреть кроме сертификата
Сертификат соответствия — это хорошо. Но он часто отражает свойства на момент выпуска с завода. А как материал поведёт себя после полугода хранения на нашем складе, где не идеальный микроклимат? Поэтому выработалась привычка делать простейшие тесты даже для проверенных поставщиков вроде ООО Шаоян Хунчэн Изоляционный Картон. Берёшь образец, кладёшь между двумя электродами, плавно поднимаешь напряжение — смотришь не столько на значение пробоя (оно обычно в норме), сколько на характер разряда: был ли он резким или предварялся поверхностными перекрытиями. Последнее говорит о возможных проблемах с поверхностной проводимостью, что бывает при неправильном хранении.
Простая проверка на расслоение: отрезаешь небольшой кусок и пытаешься расслоить его ногтем с торца. Качественный картон будет сопротивляться, отделяться будут только отдельные длинные волокна. Дешёвый же часто расходится по слоям, как книга. Это прямое указание на слабую связь между слоями при формовании, что в эксплуатации гарантированно приведёт к проблемам.
И конечно, визуал. Неравномерность окраса (для пропитанных материалов), вкрапления инородных частиц, волнистость поверхности — всё это признаки, которые заставляют отложить партию для более детальных лабораторных испытаний. Часто поставщики идут навстречу и готовы заменить такой материал, но время-то уже потеряно. Поэтому лучше всего — личный осмотр хотя бы выборочных листов из каждой прибывшей паллеты.
Экономика применения: когда толще — не значит надёжнее
И последнее, о чём редко говорят в технических статьях, но что постоянно приходится учитывать на практике — экономическая целесообразность. Толстый изоляционный картон заметно дороже тонкого не только из-за расхода сырья, но и из-за сложности производства. Его применение должно быть технически обосновано. Например, в качестве прокладки между обмотками низкого и высокого напряжения — да, там и толщина, и диэлектрическая прочность критичны. А вот в качестве опорной плиты внутри клеммной коробки, где основные требования — механическая жёсткость и стойкость к влаге, иногда выгоднее использовать композит на основе того же картона, но с другими наполнителями.
Был показательный проект, где изначально все изоляционные детали проектировщики заложили из картона толщиной 5 мм. После анализа нагрузок и условий эксплуатации удалось показать, что в 70% позиций достаточно 3 мм, а где-то можно применить сэндвич из двух листов по 2 мм с воздушным зазором. Это снизило и стоимость, и массу узла, не потеряв в надёжности. Ключ — в детальном расчёте электрических и механических полей, а не в слепом следовании принципу 'чем толще, тем лучше'.
В итоге, выбор толстого изоляционного картона — это всегда компромисс между технологическими возможностями материала, условиями его обработки на нашем производстве, требованиями конечного изделия и, увы, бюджетом. Идеального материала нет, но есть понимание, как выжать из выбранного материала максимум при минимуме рисков. Это понимание и есть главный инструмент в работе. А сайты вроде syshongcheng.ru с их техническими данными — хорошее подспорье, но окончательное решение всегда должно приниматься здесь, у станка или на испытательном стенде, с учётом всех 'неидеальностей' реального производства.
Соответствующая продукция
Соответствующая продукция