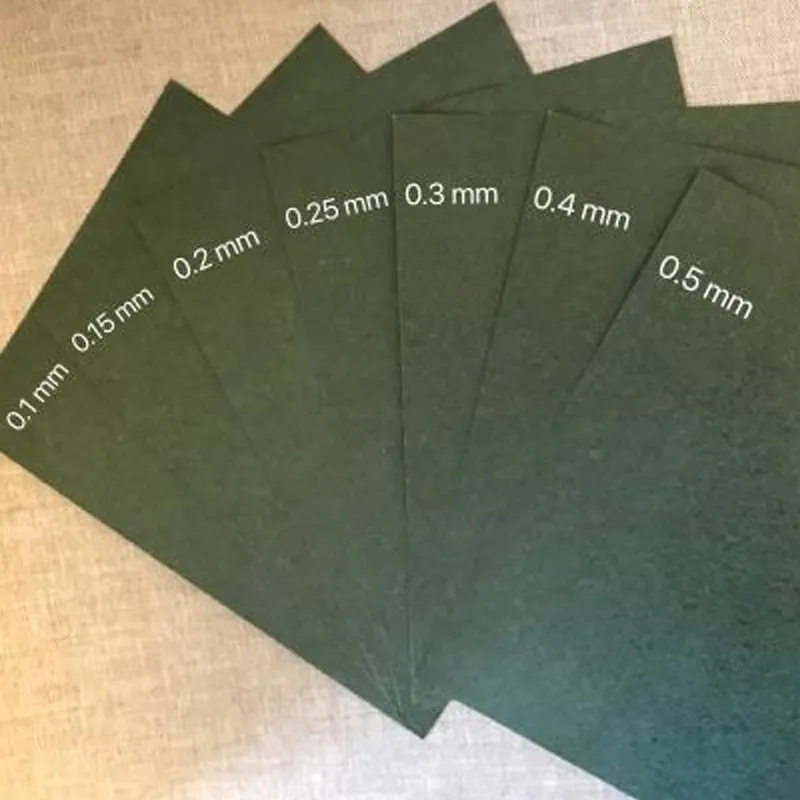




Картон электроизоляционный вес
Часто, когда говорят про картон электроизоляционный вес, в спецификациях видят просто диапазон, скажем, от 0.8 до 1.2 г/см3. Но на практике эта цифра начинает ?жить? только в цеху, когда берешь лист в руки. Многие, особенно те, кто только начинает закупки, думают, что главное — попасть в заявленные границы. А на деле, если вес ушел в нижний предел, но по всей площади листа неоднородно — готовься к проблемам с пробоем. Или обратная ситуация: пережали, плотность завысили — материал теряет гибкость, при формовке деталей появляются трещины. Вот об этих нюансах, которые в техусловиях не напишут, и стоит поговорить.
От сырья до пресса: где вес ?уплывает?
Всё начинается с волокна. Мы долго работали с разными марками целлюлозы, и разница в исходнике может дать расхождение в массе готового листа до 5-7% при, казалось бы, одинаковых настройках пресса. Особенно капризна влажность сырья. Привезли кипу — а она ?подышала? в дороге. Если не дать ей вылежаться в цеховом климате, потом на каландре пойдут волны, и плотность будет плавать по углам листа. Приходилось даже отгружать партию обратно поставщику, потому что стабильности не добиться. Это та самая точка, где технолог должен не слепо следовать регламенту, а чувствовать материал.
Сам процесс прессования — это балансировка. Давление, температура, скорость подачи полотна. Здесь вес — наш главный оперативный показатель. Но контролировать его раз в смену — мало. Мы настраивали онлайн-весы после сушильного барабана, чтобы видеть динамику. Бывало, что при смене рулона сырья, даже из одной партии, график плотности начинал ?плясать?. Приходилось останавливать линию и подкручивать натяжение. Идеальной ровной линии не бывает — есть допустимый ?коридор?. Главное — чтобы тренд не уползал.
И вот тут вспоминается один случай с картоном электроизоляционным для трансформаторов. Заказчик жаловался на нестабильность диэлектрической прочности в разных партиях. Стали разбираться — оказалось, всё упирается в ту самую неоднородность плотности. Визуально листы были как близнецы, но при детальном замере веса сегментов выяснилось, что у нас был слегка изношенный вал на каландре, дающий микроскопический перепад давления. Вес вписывался в норму, но распределение было неравномерным. После замены вала проблема ушла. Вывод: средний вес по партии — это хорошо, но карта распределения плотности по площади — лучше.
Лаборатория против цеха: когда цифры врут
В лаборатории образец выдерживают при идеальной влажности 50% и температуре 23°C. В цеху же может быть и 30%, и 18°C. И вот ты получаешь паспорт с идеальным весом, а при приемке на заводе-изготовителе электрооборудования их прибор показывает отклонение. Первое время списывали на погрешность их весов. Пока не догадались проводить контрольное взвешивание не сразу после производства, а после акклиматизации образцов в условиях, максимально приближенных к будущей эксплуатации. Часто это помещение с нестабильным отоплением. Так мы вышли на понятие ?эксплуатационный вес? — тот, который будет у материала у конечного пользователя.
Ещё один момент — метод взвешивания. По ГОСТу берут образец строго определённого размера, обрезанный со всех сторон. Но в реальности, особенно при раскрое, в ход идёт вся площадь листа, включая кромки. А они, как известно, часто имеют иную плотность из-за краевого эффекта на машине. Мы начали взвешивать не только стандартные образцы из центра, но и вырезки с края. И иногда вносили поправку в паспорт, указывая: ?средний вес по листу — X, вес в зоне раскроя (отступ 50 мм от кромки) — Y?. Для ответственных заказов это снимало множество претензий.
Сейчас многие, в том числе и наша компания ООО Шаоян Хунчэн Изоляционный Картон, указывают на сайте (https://www.syshongcheng.ru) параметры плотности. Но я всегда советую клиентам, которые звонят или пишут: ?Смотрите не только на цифру, а запросите протокол испытаний с графиком распределения?. Наше производство, специализирующееся на электротехническом картоне и изоляционных формовых изделиях, как раз из-за таких тонкостей и держит свою лабораторию не для галочки, а для постоянного диалога с цехом.
Вес как индикатор проблем: практические кейсы
Был у нас заказ на картон электроизоляционный для изоляционных барьеров в высоковольтных ячейках. Требовался материал с высоким весом (плотностью) для механической прочности. Сделали — всё в норме. А при фрезеровке пазов заказчик стал получать сколы. Оказалось, мы, стремясь выдать максимальную плотность, пересушили материал на финальной стадии. Вес был отличный, но волокна стали слишком хрупкими. Пришлось пересматривать цикл сушки, жертвуя пару процентами плотности в пользу эластичности. Иногда оптимальный вес — не максимальный.
Другой пример — работа с пропитанным картоном. Здесь история вообще отдельная. Сухой вес — одна история, а вес после пропитки лаком — совершенно другая. И важно предсказать, как материал поведёт себя. Мы вели журнал, сопоставляя исходную плотность сухого картона с итоговым весом и впитываемостью пропиточного состава. Выявили нелинейную зависимость. Теперь для таких заказов мы специально закладываем немного меньшую плотность базового листа, зная, что при пропитке она выйдет на нужный показатель. Без этих накопленных данных просто бы делали материал наугад.
А ещё вес напрямую влияет на логистику. Казалось бы, что тут сложного? Но когда крупный заказчик считает стоимость перевозки, ему важно знать точную массу паллеты. Если мы гарантируем вес 1.0 г/см3 ±3%, а по факту партия стабильно идет на нижней границе, он может недогрузить фуру и переплатить. Поэтому мы сейчас стремимся не просто к соответствию, а к максимальной стабильности от партии к партии. Это вопрос уже не только технологии, но и деловой репутации.
Оборудование и человеческий фактор
Можно иметь современный каландр с автоматическим контролем толщины, но если оператор не следит за состоянием сукна или вовремя не чистит датчики, система будет работать с искажёнными исходными данными и поддерживать не ту толщину (а значит, и вес). У нас был период, когда график плотности стал показывать странные пики в начале каждой смены. Разобрались — новый оператор слишком усердно мыл зону датчиков, и оставалась влага, которая влияла на первые замеры. Написали простую и понятную инструкцию по запуску, и проблема исчезла. Техника важна, но внимание человека — irreplaceable.
Калибровка. Банальная, но жизненно важная вещь. Весы в цеху, лабораторные весы, весы для приёмки сырья — всё должно быть сведено к одному эталону. Мы раз в месяц проводим взаимную проверку. Иногда находили расхождения в 0.5%, что для критичных применений — много. Сейчас это рутина, но на первых порах из-за этого случались конфликты с отделом контроля качества, который отбраковывал партии, принятые цехом. Выработали единый протокол — все взвешивания для паспорта делает лаборатория своим комплектом оборудования.
И, возвращаясь к теме сайта ООО Шаоян Хунчэн. Мы там пишем про специализацию на бумажных изоляционных материалах. За этими словами стоит как раз вот этот ежедневный труд: не просто сделать картон, а сделать его с предсказуемыми и стабильными характеристиками, где вес электроизоляционного картона — не абстрактный параметр, а ключевой маркер качества всей цепочки производства. Клиент, который разбирается, это ценит.
Вместо заключения: о чём спросить поставщика
Итак, если вам важен вес картона электроизоляционного, не ограничивайтесь вопросом ?какая у вас плотность??. Спросите, как её контролируют: выборочно или на всём полотне? Как часто калибруют оборудование? Могут ли они предоставить данные о распределении плотности по листу для конкретной партии? Как материал ведёт себя после акклиматизации в неидеальных условиях?
Спросите о сырье. Из какой целлюлозы сделан картон? Меняются ли параметры при смене партии сырья и как это отслеживают? Есть ли у них статистика по стабильности параметров отгрузки за последний год? Это покажет, насколько процесс отлажен.
И последнее. Самый простой тест — попросите образцы из двух разных производственных партий и самостоятельно, в своих условиях, проверьте не только средний вес, но и сравните их между собой на предмет однородности. Часто практический опыт общения с материалом даёт больше, чем любая спецификация. В конце концов, изоляция должна работать не на бумаге, а в реальном оборудовании, и её надежность часто начинается с такой, казалось бы, простой физической величины.
Соответствующая продукция
Соответствующая продукция